Trubky (bezešvé) se také vyrábějí převážně válcováním. Rozměry trubek jsou dány jejich průměrem a tloušťkou stěny. Podle použité výrobní technologie rozdělujeme trubky z hlediska válcování na válcované za tepla a za studena, redukované za tepla a za studena a podle provedení na hladké, závitové, s tvarovými konci, atd. Jejich výrobu můžeme rozdělit zhruba do dvou základních operací:
- výroba dutých polotovarů s velkou tloušťkou stěny pomocí kosého nebo příčného válcování na dvou nebo tříválcích - děrování a válcování polotovarů,
- zpracování těchto polotovarů na trubky poutnickým nebo klasickým způsobem válcování děrovaného polotovaru (redukce průměru, prodloužení), kalibrace rozměrů.
Rozeznáváme několik technologických způsobů výroby bezešvých trubek:
- Mannesmanův (válcování na tratích s poutnickými stolicemi)
- Stiefelův (válcování na tratích s poutnickými stolicemi, podélným, příčným a podélným kalibračním válcováním)
- spojité válcování trubek
- Asselův (válcování na tratích s tříválcovou stolicí)
- Diescherův (válcování na tratích s příčnými válci)
- výroba na tratích s tlačnou válcovací děrovací hlavou
- ostatní způsoby (lisování, protlačování, …), budou uvedeny v následujících kapitolách.
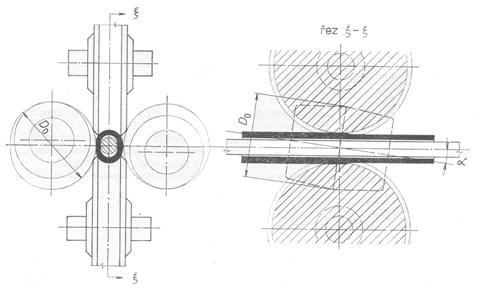
Nejčastěji se děruje polotovar kosým válcováním (základ Mannesmannova a Stiefelova způsobu výroby), při kterém dochází v důsledku jednosměrného stlačení materiálu (vznik velkých tahových napětí) k rozrušení materiálu ve středu polotovaru a k posunu částic materiálu ze středu průřezu ven směrem k obvodu, který se zvětšuje a tím dochází k tvorbě vnitřních trhlin, tedy k děrování. Díra má nepravidelný tvar a proto se kalibruje trnem kvůli hladkému povrchu. Úhel natočení válců není velký, bývá kolem 3 až 7o. Úhel sklonu válců se během tváření nemění, ale mění se pouze vzdálenost mezi válci, aby se dosáhlo potřebné deformace, potřebného smáčknutí. Děrovací trny mají jednoduchý tvar. Stupeň deformace není velký, poměr tloušťky stěny dutého předvalku a hotové trubky bývá kolem 5,5 až 7,3.
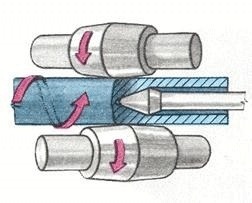
Princip kosého válcování trubek – Mannesmanův způsob, Stiefelův způsob(vpravo)
K další redukci průměrů a ke zvětšení délky se používá tzv. poutnická stolice. Válcuje se opět na trnu (tyči), jehož průměr odpovídá průměru trubky a délka je větší, než je délka vyválcovaného děrovaného polotovaru, přičemž dochází k redukci vnějšího i vnitřního průměru děrovaného polotovaru. Při válcování se vývalek osově posouvá, částečný návrat je proveden nuceným pohybem. Tím dochází k válcování po přítržích nebo krocích odkud má též stolice název. Na povrchu vývalku válcovaných na poutnické stolici jsou znát nepatrné povrchové vlnky ve vzdálenosti válcovacího kroku. Počet otáček je závislý na průměru trubky a platí, že pro menší průměry je větší (od 50 do 150 min-1). Za dobu jedné otáčky se materiál posune do záběru v rozsahu zhruba 10 až 35 mm a velikost posuvu závisí na velikosti a tloušťce trubky.
Vlastní výrobní a technologický proces je rozdělen do tří hlavních částí (i když celkový výrobní proces má mnohem více operací) a to na:
- výrobu dutého polotovaru
- válcování dutého předvalku na hotovou trubku
- a poslední operací je kalibrace a chlazení
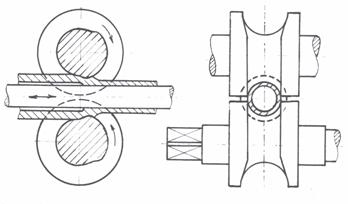
Schéma válcování na poutnické stolici
Spojité válcování trubek je výhodné z hlediska vysokých rychlostí válcování, z hlediska jednoduchého výrobního postupu, možnosti válcovat trubky o malé tloušťce stěn (2 mm) a konečná jakost povrchu je velmi dobrá. Nevýhodou je potřeba velkých zásob trnů a válců a můžeme válcovat pouze trubky malých rozměrů (do 150 mm průměru). Linka se skládá z ohřevu, děrovacího dvouválce s poutnickou stolicí nebo tříválce s vlastní vícestojanovou válcovací stolicí, se stolicí pro vytahování trnů a z ochlazení.
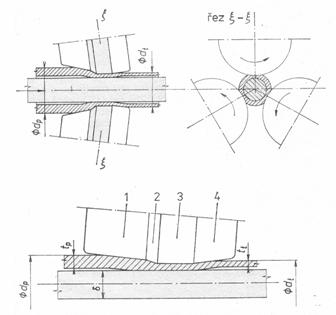
Tříválcová stolice s detailem tvaru válce
Válcování na tratích s tříválcovou stolicí (Asselův způsob), kdy kuželové válce jsou vzájemně mimoběžné a šikmo umístěné pod úhlem 10 až 15o, umožňuje měnit stupeň příčné deformace a to změnou úhlu sklonu válců. Kužele plní následující funkce: kužel 1 je záběrový nebo také zaváděcí kužel, kužel 2 je válcovací kužel, který provádí podstatnou část deformace, kužel 3 je rozválcovací, kalibrační kužel, který vyhlazuje povrch a kalibruje vnější průměr, kužel 4 je výstupní kužel.
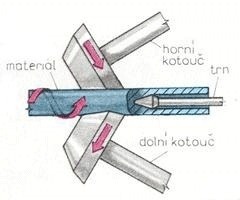
Tratě s příčnými válci, kotouči – Diescherův způsob válcování trubek se používají pro trubky menších rozměrů - 50 až 150 mm, s malými tloušťkami stěn – kolem 3 mm s velmi dobrou jakostí povrchu. Válcovací stolice má dva pracovní mimoběžné válce, které válcují podle kosého principu. Mezi tyto válce jsou ve svislé rovině uloženy dva kotouče, které se otáčejí napříč a napomáhají tak tváření.
Válcovací trať s příčnými válci
Výroba trubek děrováním na tlačné válcovací stolici je nový způsob výroby trubek (označovaný jako PPM), kdy však musí následovat buď poutnická stolice nebo Stiefelův způsob kalibrace. Výhodou je možnost děrovat čtvercové polotovary.
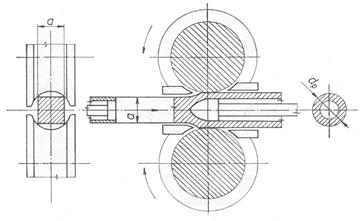
Schéma výroby trubek děrováním